Production of biodiesel
Biodiesel is fuel similar to normal diesel but is made from vegetable oil or animal fat. Rapeseed oil is most commonly used for biodiesel production.
- From a chemical point of view, biodiesel is – Fatty Acid Methyl Ester – “FAME”.
- Rapeseed oil biodiesel is – Rapeseed Methyl Ester – “RME”.
Biodiesel – FAME – is a generic name for bio-fuel that can be made from any vegetable or animal fats.
Basically, there are two basic systems of FAME production according to whether the raw material consists of the fatty acids themselves or triglyceride (fat).
- FAME made from fatty acids is produced by direct esterification with methanol in an acidic medium.
- FAME made from triglycerides is produced by transesterification with methanol in an alkaline medium.
FAME must ultimately comply with EN14214, which was agreed upon by major diesel engine manufacturers.
Description of the direct esterification process:
This process is mainly used in the processing of acidic raw materials such as frying oils or animal fats. After direct esterification of the fatty acids it is still necessary to convert the triglyceride by transesterification. At the end of this process, esters are usually not formed because these raw materials contain a high saponifiable proportion. Therefore, distillation is included in the technology.
In the case of processing of the organic layer from the decomposition of the g-phase resulting from transesterification, the product is complete after direct esterification because the input is composed of fatty acids and FAME. However, this product does not fully comply with EN 14214 and is therefore usually added in small quantities to the input of transesterification, or requires further processing.
FAME is produced in the apparatus under pressure and a temperature at which methanol does not evaporate. The heated acidic fat, methanol and catalyst are introduced together via the mixer into the pressure compartment. Sulphuric acid is commonly used as the catalyst. Therefore, this technology is design-intensive in respect of materials.
The reaction produces a reaction water which, although there is not very much, adversely affects the process. Therefore, a considerable excess of methanol needs to be added to prevent the reaction from stopping. For this reason, this technology requires one more operation – methanol regeneration, whichis important for the economy of production. This methanol is then able to re-enter the process.
At the end of the reaction time, FAME leaves the pressure chamber and is cooled by evaporating a portion of methanol. At the end, acidic methanol with water from FAME is separated in the sedimentation tank.
Description of the triglyceride transesterification process:
Transesterification of edible oils and fats consists of:
Transesterification:
In the transesterification process, triglyceride, methanol and an alkaline catalyst are introduced into the reaction. The reaction requires the lowest possible proportion of free fatty acids and water. Therefore, the fat must be deacidified, dewatered, and phosphorus-free before the process.
The fat is prepared by degumming, where raw fat is depleted of phosphorus, acidity and water. Sometimes acid degumming is sufficient (only phosphorus remains an issue). This is where the feedstock is not too acidic. The advantage is that the neutralization step is not addressed here and soapstock is not formed. This product causes significant loss of triglyceride, and even after processing with sulphuric acid is not suitable for the market.
Better still is g-phase neutralization, where acidity and water are addressed. This step can be used for certain parameters of acidity and water. The fat should treated for phosphorus, as it would greatly increase losses in neutralization.
When neutralizing with g-phase, the fat parameters are adjusted – the acidity is adjusted to 0.1 – 0.05 mg KOH/g of fat. Moisture is partly addressed. The acidity of fat and water is reduced by g-phase, KOH solution and water.
Transesterification process:
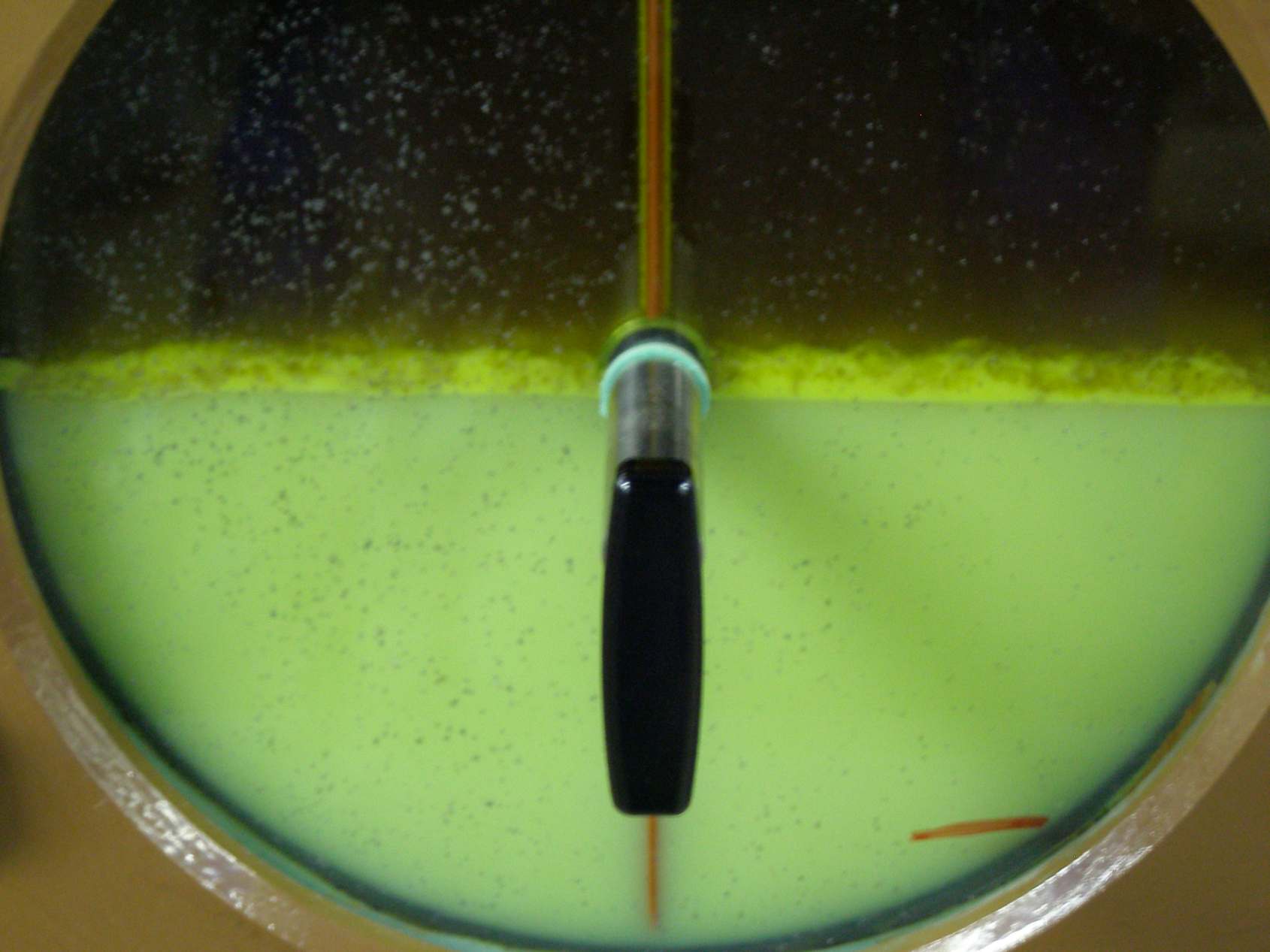
The processed fat is dispensed into the first esterification reactor and mixed with the sodium methoxide catalyst. After the reaction is complete, the reacted FAME is pumped into a desiccation vessel, which separates g-phase from FAME.
FAME is further fed to the second esterification reactor and mixed with the catalyst. After running the reaction with residual fat, the mixture is pumped into a second desiccation vessel, which separates g-phase from FAME. The upper part of the filling vessel contains raw FAME with methanol, soaps, etc.
The catalyst must also be prepared at this phase. In a special reactor, anhydrous methanol is stirred with refluxing methanol and sodium methoxide. The result is a catalyst – sodium methoxide with the required concentration of NaOH in methanol.
Removing methanol from FAME:
FAME from the second esterification desulphurisation vessel is continuously pumped into the first distillation apparatus where methanol and water evaporate from FAME under a vacuum of 30kPa and 75-80°C. Methanol is then separated on the column from the water and condensed in the condensers to a recovered methanol having a purity of over 99.9%. The recovered methanol is used in the production of the catalyst.
Methanol-free FAME contains 1% methanol, soaps, glycerine.
FAME extraction:
De-methanolised FAME is continuously pumped into three extractor stages. An extractor is a device in which FAME is mixed with extraction water (water heated to 80°C mixed with de-emulgator – citric acid). After blending with extraction water, FAME is pumped into desiccant vessels where the extraction water dissolves methanol, soaps, glycerine, etc. It is separated off in the lower part of the separating container. In the last 3 stages of the extraction separator, the cleaned FAME is at the top.
Extraction water can be used in biogas filling stations or can be purified in the recompression process. It contains small amounts of methanol, FAME, glycerine, soaps, etc.
FAME drying:
The washed FAME is continuously pumped to a second distillation apparatus where water is evaporated from FAME under a vacuum of 3 kPa and 95-100°C. The maximum water content in the dried FAME is 250 ppm. The contaminated evaporated water is condensed in the condensers and pumped into the g-phase.
FAME additives
The final FAME must comply with EN 14214. Oxidative stability parameters at 110°C – min. of 8 hours, and filterability to -20°C in winter are a problem. Because FAME does not have these properties, additives must be used. The additive device incorporates two bag filters containing. These filter sleeves with a filtering capacity of 2 μm.
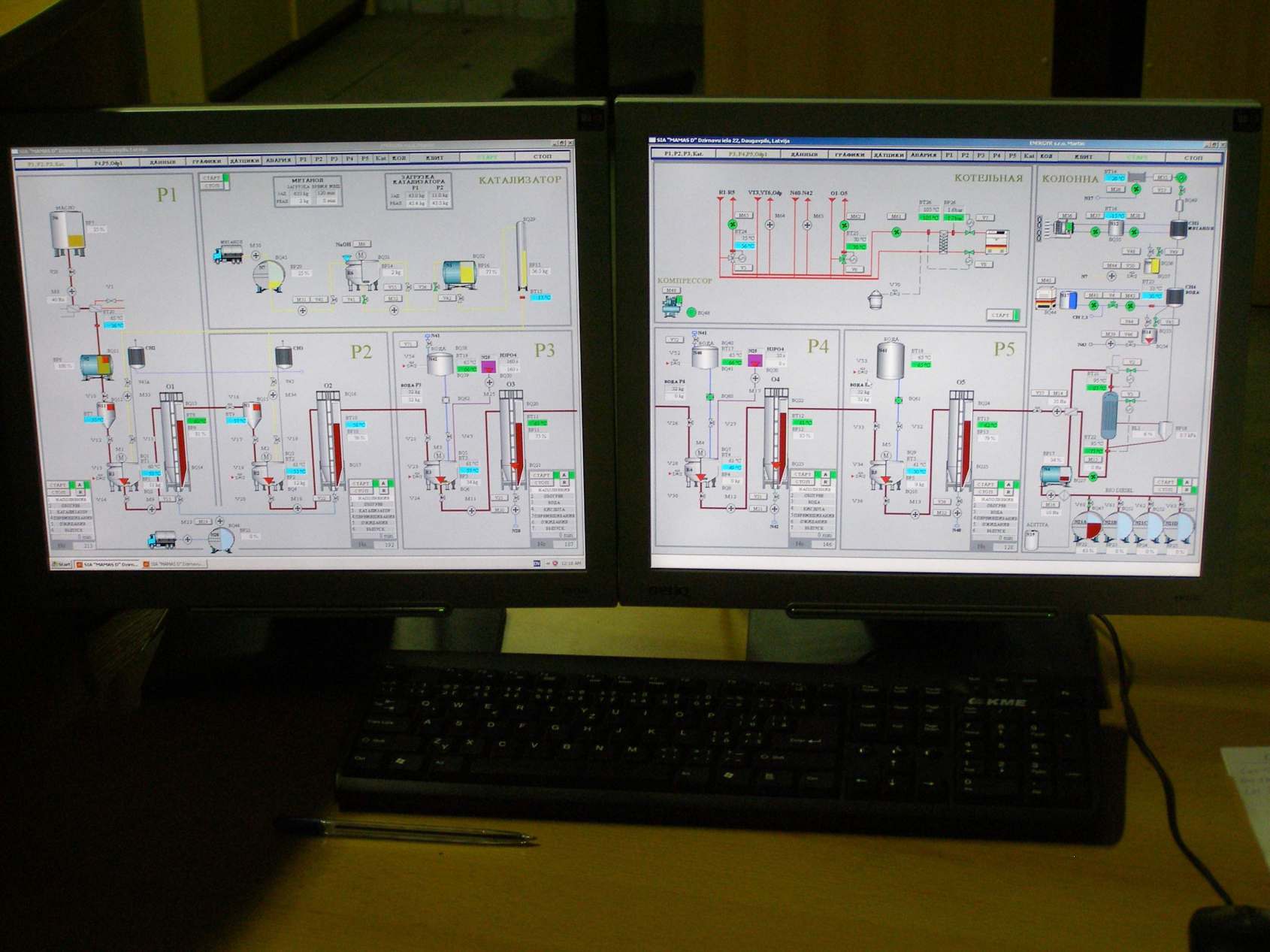
Production of biodiesel, capacity 20 000t/year, Poland






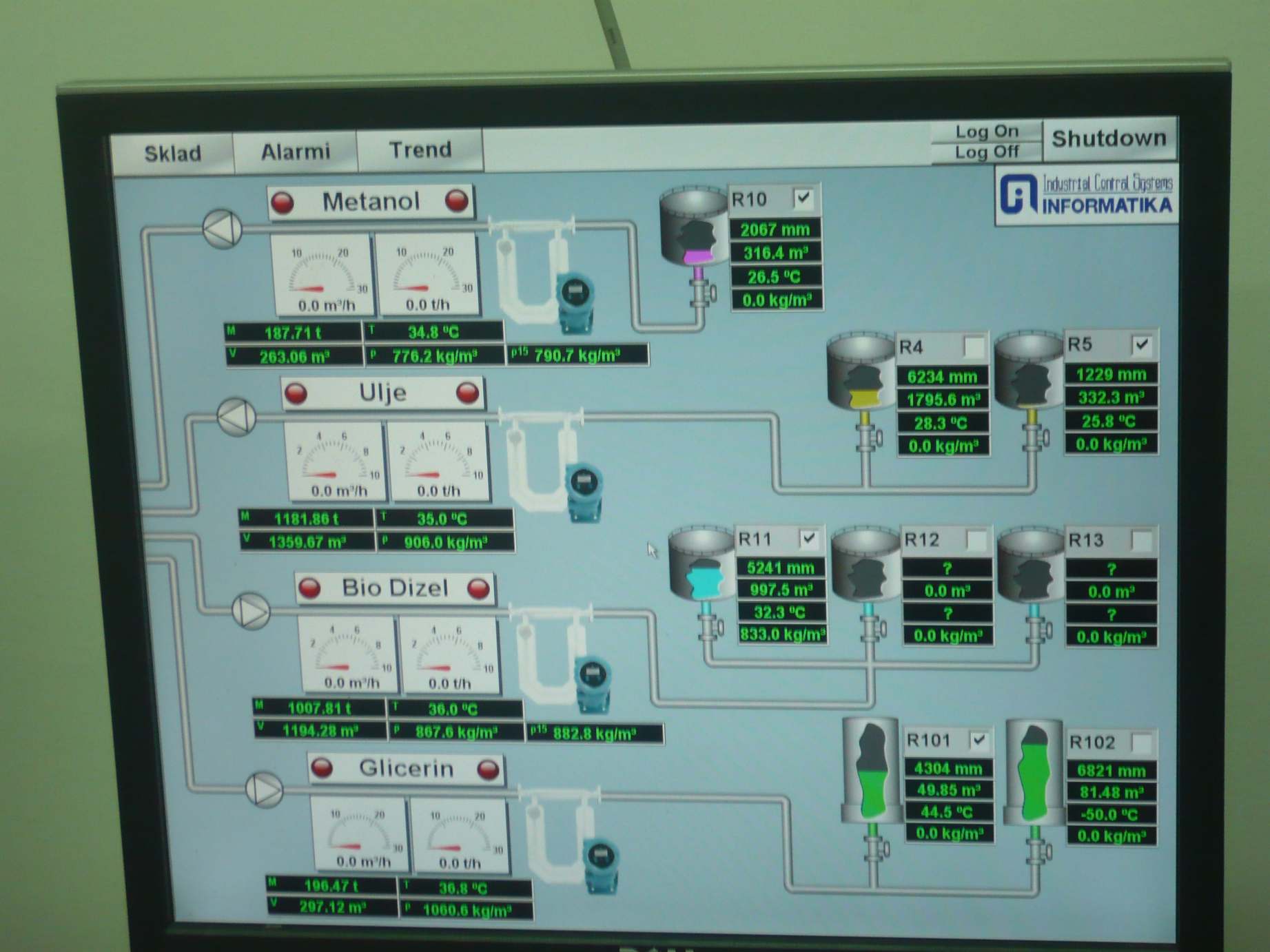
Production of biodiesel and inventory management, capacity 20 000t/year, Poland













Production of biodiesel and inventory management, capacity 30 000t/year, Croatia









Production of biodiesel and inventory management, capacity 20 000t/year, Croatia












Production of biodiesel, capacity 30 000t/year, Belarus









Production of biodiesel and inventory management, capacity 30 000t/year, Macedonia




















Production of biodiesel, capacity 5 000t/year, Latvia














Production of biodiesel and inventory management, capacity 20 000t/year, Croatia







