Deacidification and deodorization
In the process of refining oils and fats, deacidification and deodorization is both a chemical process and a physical process. The difference is in the deacidification (neutralization) step. Alkali neutralization is a chemical process, and the other is physical deacidification.
Alkali neutralization is a process of chemical action on free fatty acids. Sodium hydroxide is used and free fatty acids are converted to soaps. This method has very negative aspects and is being abandoned, especially in the production of edible oils and fats.
Disadvantages:
- soaps are emulsifying and oil losses are higher
- lye causes partial hydrolysis, causing further oil losses
- soapstock is formed, which needs to be further processed and is of minimal use
- an alkaline environment generates undesirable oxidative processes affecting stability
- increased wastewater production
- contact of lye with edible oil
Deodorization in this case is a separate step, which takes place in an interrupted or continuous mode (column). The live steam passes through the oil and strips the volatile components. The disadvantage is that the oil is heated to high temperatures for a long time, thereby generating polymers, decomposition products and trans-isomers. Another disadvantage is the high operating costs of steam production and the removal of important antioxidants from the oil.
Physical deacidification is a process without the use of chemicals. Free fatty acids are evaporated with or without vapour. Steam allows for both intermittent and continuous methods, and without steam only the continuous method is possible.
The disadvantages of the steam process, whether interrupted or continuous, are the same as with deodorization in alkali neutralization – the formation of polymers, decomposing products, trans-isomers, high operating costs for producing the live steam, and removal of antioxidants from oil.
Steam-free deacidification and deodorization:
In a continuous process without the use of steam, deacidification and deodorization is carried out in one step. The process takes place on evaporation residues, i.e without the use of chemicals or live steam. The equipment works on the principle of heating the oil to a temperature of about 200°C for the shortest possible time. With such a short-term heat load with high temperature under reduced pressure (fine vacuum), there is no undue long-term thermal load on the oil and the oil does not lose antioxidants.
Advantages:
- low operating temperatures and short exposure time for the thermolabile substance in the absence of oxygen
- preservation of valuable biologically and physiologically active substances
- increased oxidative and sensory stability of the refined oil
- the flavour and sensory properties of the oil (light taste of the seed) is preserved
- saving on chemicals, no soapstock is created
- saving on oil losses
- reduced energy intensity of the process, no use of live steam
- the process is economically attractive for small-capacity units
The technology works continuously and is fully automated.
Description of the process:
Bleached (or winterized) oil is continuously pumped from the input oil vessel through a heat recuperation and heat exchanger into a drainage condenser where water, gas and volatile matter are removed under vacuum.
The drained oil is pumped through the heat exchanger and the degassing system to the distillation apparatus. In the degassing system, under vacuum, water residues, other volatile substances and bonded gas from the oil are removed prior to entering the condensation divider.
The volatile elements are partially removed in proportion to the pressure and temperature. These substances must not enter the molecular condensates.
Fatty acids and aromatics with undesirable sensory effects are removed from the condensate.
The oil is then pumped from the equalizing vessel through the recuperative heat exchanger. After cooling and filtration, the oil continues into the storage tanks.
Deodorising column – line for production of edible oil, capacity 150 t/day, Belarus

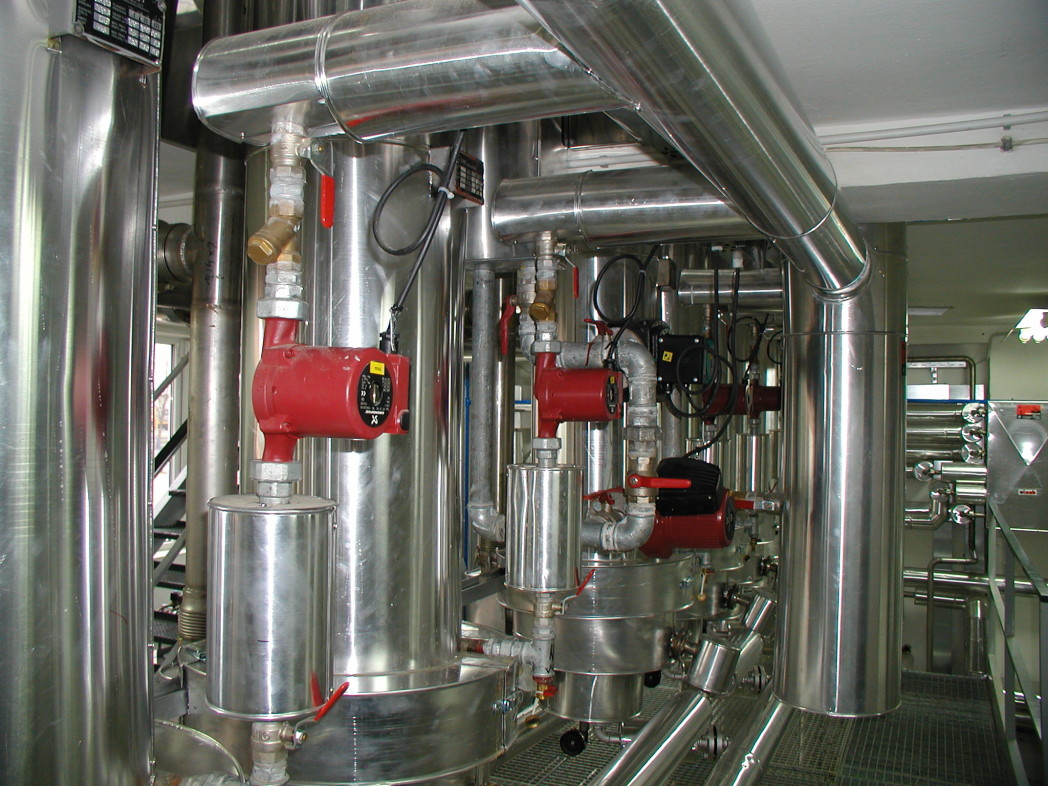
Consender for deacidification of oil – line for production of edible oil, capacity 10 000 t/year, Croatia